English
English русский
русский Español
Español 简体中文
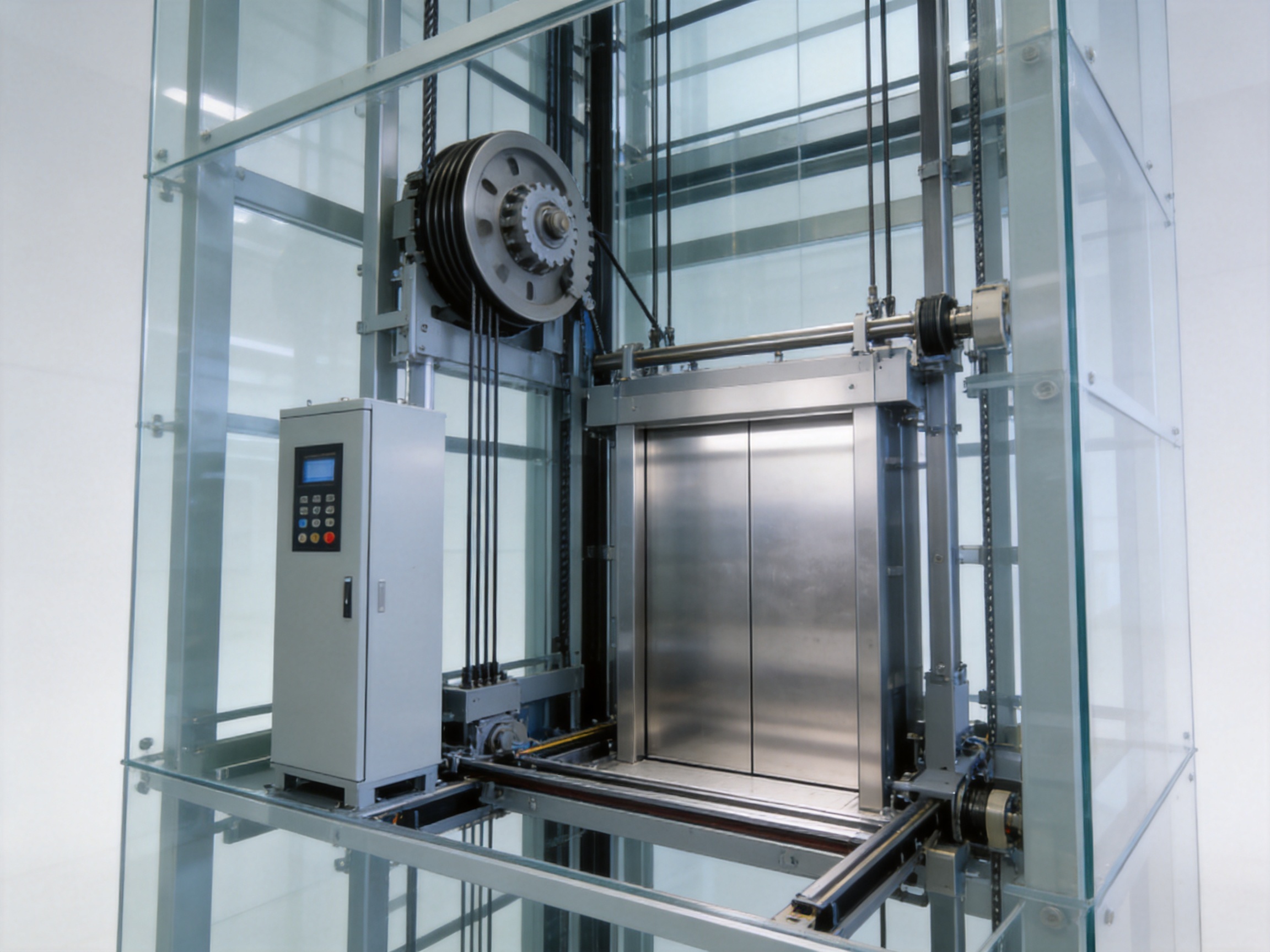
简体中文In modern buildings, logistics centers, factories, warehouses, retail complexes, hospitals, hotels, and public infrastructure, freight movement is no longer a secondary function. It is a decisive part of building efficiency, operational safety, and long-term cost control. A freight elevator must do more than lift heavy goods from one floor to another. It must support demanding daily use, protect operators and cargo, reduce building-space consumption, simplify construction planning, and maintain stable performance under varied load conditions. The machine room less freight elevator is designed for this new generation of vertical cargo transportation, combining compact architectural integration with strong load capacity, accurate leveling, reliable safety systems, and intelligent control.
The product discussed in this article is a machine room less freight elevator manufactured by Tenau Elevator (China) Co., Ltd., a professional elevator and escalator manufacturing enterprise located in Huzhou City, Zhejiang Province. The elevator is engineered for vertical cargo transportation and adopts a compact structure, a gearless synchronous hoister, and a slim control cabinet. By removing the need for a traditional separate machine room, it helps reduce building construction costs and improves space utilization while maintaining the strength and durability required for freight applications.
Unlike ordinary freight elevators that may require large equipment rooms, greater building height, and less flexible installation arrangements, this machine room less freight elevator is intended to be a practical solution for projects where usable building area, installation efficiency, energy consumption, and operational dependability all matter. It is especially suitable for projects that need heavy-duty cargo handling but also need a modern, optimized, space-saving elevator configuration.

Product Positioning: A Modern Cargo Elevator for Space-Conscious Buildings
The machine room less freight elevator is positioned as a vertical transportation solution for cargo, goods, materials, equipment, packaged products, tools, and other non-passenger-focused logistics needs. Its core value lies in combining freight-grade strength with a compact machine room less design. In practical terms, this means that architects, developers, builders, and facility owners can avoid the space and structural requirements of a conventional elevator machine room, creating more design flexibility and potentially lowering civil construction costs.
The elevator uses a gearless synchronous hoister, which contributes to smooth movement, energy efficiency, lower vibration, and reduced mechanical wear. A slim control cabinet further supports compact installation and enables the overall structure to be more optimized. The product is not simply a reduced-size version of a traditional freight elevator; it is a purpose-built cargo transportation system with an emphasis on high load sustainability, safe operation, durable construction, and accurate floor leveling.
For facilities where cargo handling is frequent, a freight elevator’s performance directly influences workflow. Slow leveling, insufficient door width, unstable operation under heavy loads, or frequent downtime can cause delays and raise operating costs. This machine room less freight elevator addresses those concerns through a combination of VVVF drive technology, mechanical strength, wide door opening options, and control functions that support consistent use. Its rated load capacity can be increased from 1600 kg to 3000 kg, enabling it to handle a wide range of goods-handling needs.
In comparison with many conventional freight elevators, the machine room less design offers a clearer advantage in building planning. It can save construction area, reduce the demand for an independent equipment room, and support a cleaner architectural layout. In many projects, the space once reserved for a machine room can be used for rentable space, storage, technical rooms, or design freedom. For owners and developers, this becomes a direct business benefit rather than only an engineering convenience.
Key Technical Advantages
The elevator’s advantages can be understood through several major technical characteristics: compact machine room less structure, gearless synchronous drive, high-strength car and frame design, VVVF speed control, precise leveling technology, wide door opening, comprehensive safety functions, intelligent control capability, and energy-conscious operation. Each of these features contributes to performance in real-world freight transportation.
The compact structure is one of the most important features. Traditional freight elevators often require a machine room above the hoistway or in a nearby location. This requirement can increase building height, complicate structural planning, and add construction cost. In contrast, a machine room less freight elevator integrates key equipment in a more efficient layout, supported by a slim control cabinet and optimized arrangement. This improves the effective use of building space and makes the product suitable for both new construction and renovation projects where machine room space is limited.
The gearless synchronous hoister is another major advantage. Gearless drive technology reduces energy loss that can occur in geared systems. It also reduces mechanical vibration and helps extend the service life of related components. For freight elevators, where loads can be heavy and usage can be frequent, these benefits are especially important. Less vibration contributes to smoother transport of goods, lower noise, and a more stable experience for operators.
The elevator also applies VVVF technology and spot-to-spot curved speed adjustment control. VVVF control adjusts motor speed and torque more accurately, allowing the elevator to start, run, decelerate, and stop smoothly. This matters in cargo transportation because abrupt movement can damage goods, create safety concerns, and reduce operator confidence. Smooth operation also reduces stress on mechanical components, helping support long-term durability.
Precise floor leveling is another essential freight elevator function. When carts, pallets, trolleys, and wheeled cargo are moved in and out of the car, even a small height difference between the car floor and landing floor can create inconvenience, safety risk, or product damage. The elevator’s specific leveling technology is designed to ensure accurate floor leveling under large loads, making cargo handling feel closer to movement across a flat floor. This improves efficiency and reduces the physical burden on workers.
Comparison with Conventional Freight Elevator Solutions
The machine room less freight elevator competes strongly against conventional machine room freight elevators and lower-end cargo lift solutions. Its advantages are not limited to one feature; they are found across building design, mechanical efficiency, safety, comfort, energy use, and maintenance planning.
| Comparison Area | Machine Room Less Freight Elevator | Conventional Freight Elevator or Basic Cargo Lift |
|---|---|---|
| Building space | No separate traditional machine room is required, supporting better space utilization and more flexible building planning. | Often requires a dedicated machine room, increasing construction space and building height requirements. |
| Drive system | Gearless synchronous hoister supports lower vibration, reduced energy loss, and longer component life. | Geared or older drive systems may have more vibration, greater mechanical wear, and higher energy consumption. |
| Operation smoothness | VVVF control supports smooth starting, running, deceleration, and stopping. | Basic control systems may create more abrupt movement, especially under heavy loads. |
| Load capability | Designed for strong load sustainability, with capacity options increasing from 1600 kg to 3000 kg. | May be limited in load range or less stable under demanding cargo conditions. |
| Floor leveling | Specific leveling technology helps maintain accurate leveling under large loads. | Leveling may be less precise, causing difficulty for carts, pallets, and wheeled cargo. |
| Safety system | Includes multiple safety functions such as speed protection, overload stop, door interlock, safety circuit protection, and emergency return. | May include only basic safety functions, depending on design and supplier. |
| Energy performance | Gearless drive and optimized control contribute to energy-saving operation. | Traditional systems may consume more power and waste more energy through mechanical transmission loss. |
| Service approach | Supported by unified service standards, maintenance processes, remote monitoring capability, and 24-hour service response. | Service support may vary widely and can be less systematic. |
This comparison shows that the elevator’s competitive strength comes from system-level engineering. It does not rely only on a high load figure or a compact layout. Instead, it integrates mechanical design, control technology, safety functions, and service support into one complete freight transportation solution. This is important because a freight elevator is a long-term investment. The initial purchase is only one part of total value; daily reliability, energy consumption, maintenance efficiency, and safe operation determine real ownership cost over years of use.
Compact Machine Room Less Design and Construction Cost Reduction
One of the most visible benefits of this freight elevator is the removal of the traditional machine room. In many building projects, elevator machine rooms require additional structural planning, ventilation, access paths, waterproofing, and fire-related considerations. These requirements can add cost and reduce usable building area. A machine room less design allows the elevator system to be integrated more efficiently, helping reduce civil construction complexity.
The use of a slim control cabinet is significant because it supports a more compact equipment arrangement. In a traditional freight elevator, the control system and drive equipment may require a larger reserved space. The slim cabinet helps improve installation flexibility and makes the product more suitable for projects where space is valuable. This can include urban warehouses, commercial buildings, small factories, storage centers, industrial parks, and building renovation projects.
Space saving is not only an architectural benefit. It can become a financial advantage. If the building owner can reduce non-productive technical space and increase usable area, the elevator contributes directly to commercial value. The product information indicates construction area savings of approximately 10%, with energy savings and energy consumption reduction also highlighted. While actual results depend on project design and operating conditions, the direction is clear: a compact machine room less freight elevator can improve both the building layout and operational economy.
Compared with a conventional solution, the machine room less design also helps create a more modern building appearance. Without the need for a large elevator equipment room, roofline or top-floor design can be cleaner. For industrial buildings, logistics facilities, and commercial structures, this improves functional planning. For projects with strict height limitations, a machine room less elevator may also offer an important design advantage.
Gearless Synchronous Hoister: Smooth, Efficient, and Durable
The gearless synchronous hoister is one of the technical foundations of the elevator. In freight applications, the drive system must manage heavy loads, frequent starts and stops, and long-term mechanical stress. A gearless system helps reduce transmission loss because it eliminates the gearbox used in older drive arrangements. This can improve efficiency, lower vibration, and reduce maintenance demands related to gear wear.
The product information emphasizes that the gearless hoister effectively avoids unnecessary vibration and energy loss while prolonging the service life of elevator components. This is especially valuable in freight transportation, where rough operation can affect both the elevator and the cargo. Stable drive performance protects the car frame, guide system, door system, braking system, and other related components from excessive stress.
Another strength is the braking performance. The brake has a large rated braking torque, supporting excellent braking reliability. Freight elevators frequently carry dense or irregularly distributed loads. The braking system therefore must be designed with sufficient safety margin. Strong braking performance supports safe stopping, secure holding, and reliable response under different operating conditions.
The hoister’s large driving force also helps the elevator achieve stable operation with low vibration and low noise. While freight elevators are not usually judged by the same comfort standards as passenger elevators, smooth and quiet operation is still important. Workers standing near the elevator, operators loading goods, and facilities using the elevator during extended hours all benefit from reduced noise and vibration. In hotels, hospitals, shopping centers, and mixed-use buildings, this advantage becomes even more important because freight movement may occur near occupied spaces.
VVVF Control and Comfortable Cargo Handling
The elevator uses VVVF drive technology, which is widely recognized for precise motor control. VVVF stands for variable voltage variable frequency. By adjusting voltage and frequency, the system can control motor speed smoothly throughout the travel cycle. This technology supports gentle acceleration, steady movement, and controlled deceleration.
For cargo transportation, smooth motion protects goods and improves operator safety. Sudden starts can shift stacked materials, damage packaged products, or create hazards for workers. Sudden stops can produce impact forces and instability. The elevator’s VVVF system reduces these problems by managing the movement curve more intelligently.
The door operator also benefits from VVVF drive. Freight elevator doors often face intensive use because loading and unloading may take longer than passenger movement. The door system must open and close smoothly, reliably, and repeatedly. VVVF control for the door operator supports better door movement, reducing impact and contributing to longer door system service life.
Comfortable operation in a freight elevator means more than passenger comfort. It means stable cargo transport, easier handling, fewer jolts, more accurate stops, and less anxiety for users moving valuable or heavy goods. By applying spot-to-spot curved speed adjustment control, the elevator creates a smoother travel profile and supports reliable vertical logistics in daily operations.
Strong Load Sustainability and Heavy-Duty Structural Design
A freight elevator must be built around strength. The machine room less freight elevator is designed with high-intensity materials, a reinforced car bottom, and a mechanically optimized car frame and car structure. The bottom of the car is built with high-intensity material, enabling large load capacity and supporting the transport of various cargo types. The product information notes that the rated load capacity can increase from 1600 kg to 3000 kg, allowing it to satisfy a wide range of cargo handling requirements.
The car frame and car are designed according to mechanical principles, and the use of thickened steel board increases load sustainability. This approach is important because a freight elevator does not always carry evenly distributed loads. Cargo may be placed on one side, moved by carts, loaded with pallet jacks, or introduced in repeated cycles. The structure must resist deformation, vibration, and impact while maintaining reliable operation.
Rust resistance at the bottom of the car is also improved. This is an important but sometimes underestimated advantage. Freight elevators often operate in environments where dust, moisture, cleaning water, packaging debris, or industrial materials may affect surfaces. Improved rust resistance helps prolong service life and maintain the car’s structural integrity. It also supports a cleaner and more professional appearance over time.
Precise mechanical processing further guarantees strong cargo transporting capability. Accurate processing supports proper fit, alignment, and long-term mechanical performance. In elevator manufacturing, small deviations can affect ride quality, safety margin, and component wear. A company with strong manufacturing discipline can better control these details and deliver a product with stable performance.
Wide Door Opening and Practical Cargo Flow
Freight elevators are often judged by how easily goods can enter and exit the car. A high load rating is not enough if the door opening is too narrow or the car layout is inconvenient. This machine room less freight elevator includes wide door opening designs specifically intended for cargo transportation. Wide access improves loading efficiency and reduces the time needed for workers to move goods in and out.
For warehouses and factories, wide door openings support palletized goods, large equipment parts, packaged materials, and wheeled carts. For commercial buildings, they support furniture, maintenance equipment, retail stock, and service carts. For hospitals or hotels, they can support linen carts, food service carts, waste collection equipment, and maintenance materials. In all these cases, the elevator’s practical loading design influences labor efficiency.
Accurate leveling works together with wide door opening. When the car floor aligns precisely with the landing floor, carts can roll smoothly across the threshold. This reduces worker effort and lowers the risk of cargo tipping, wheel blockage, or floor impact. In facilities where freight movement happens many times per day, these small improvements accumulate into large productivity gains.
Door control functions such as repeated door closing, reopen with hall call, express door closing, car stop and door open, door close delay, and automatic adjustment of door open holding time improve usability. Cargo loading often takes longer than passenger boarding, so door timing flexibility is essential. The elevator can support practical cargo handling patterns instead of forcing workers to adapt to rigid passenger-elevator timing.
Comprehensive Safety Functions
Safety is central to elevator design, especially for freight transportation. Heavy loads, frequent operation, and varied cargo conditions require a layered safety system. This machine room less freight elevator includes multiple safety functions that protect users, cargo, and equipment.
The safety components, including safety gears and speed limiters, are manufactured according to international codes. This provides an important foundation for dependable operation. The elevator includes overload aiding stop, terminal forced slow-down protection, up and down overrun and final limit protection, down over-speed protection, up over-speed protection, safety stop, inching operation, inspection operation, safety circuit protection, door interlock protection, main contactor protection, and brake detection protection.
Overload protection is particularly important for freight elevators. Cargo users may attempt to carry loads close to or beyond rated capacity. A reliable overload system helps prevent unsafe operation and protects mechanical components from excessive stress. Safety stops and over-speed protections add additional layers of control if abnormal movement occurs.
Door interlock protection ensures that the elevator does not operate when landing or car doors are not safely closed. This is critical in cargo environments, where operators may be focused on moving goods and may not notice unsafe door conditions. Light curtain protection further helps reduce risk during door closing, detecting obstructions and helping prevent impact.
Emergency functions also contribute to safety. The elevator includes emergency car lighting, fire emergency return, automatic landing with fault, and power failure emergency leveling device options. In the event of abnormal power or building emergency conditions, these functions help improve occupant and operator security and support emergency management procedures.

Control, Information, Safety, and Comfort Functions
The machine room less freight elevator includes a broad set of control and information functions. These functions support more intelligent operation and easier management. Control features include well and floor distance self-tuning, power-on re-leveling, micro-touch button for car operation, start protection control, VVVF drive, VVVF drive for door operator, second car operation panel, automatic adjustment of door open holding time, car call cancel, automatic running, attendant running, duplex control, double door control, and IC card control options.
Information functions include full collective control, full-load bypass, main floor shutoff, self-diagnosis of breakdown, five-way communication, car bell, floor and direction indicators in the car, floor and direction indicators at the hall, voice announcement options, traffic dispatch options, IC card control options, and traction machine monitoring options. These functions help building managers understand elevator status, improve dispatching, and support safer operation.
Safety functions have already been discussed, but their integration with the control system is important. A good freight elevator does not treat safety as a separate checklist. Safety must be integrated into the drive, braking, door, inspection, emergency, and fault response systems. This elevator’s safety design is therefore part of the complete operating logic.
Comfort functions such as emergency car lighting, automatic shutoff of car ventilation and lighting, repeated door closing, reopening with hall call, express door closing, car stop and door open, door opening extension options, and door close delay improve practical daily use. These features may seem simple, but in busy cargo environments they reduce frustration and improve workflow efficiency.
Manufacturing Strength Behind the Product
The performance of an elevator depends not only on its design but also on the manufacturing system behind it. Tenau Elevator (China) Co., Ltd. is located in Nanxun Economic Development Zone, Huzhou City, Zhejiang Province. The company is close to Shanghai, which supports transportation, international business communication, and supply chain coordination. It operates as a professional elevator and escalator manufacturing enterprise with experience in cargo elevators, home lifts, passenger elevators, and escalator-related products through its associated production platform.
The company has developed professional elevator and escalator production lines and fully automatic panel production equipment. The manufacturing platform emphasizes intelligent processing, intelligent production, intelligent detection, and intelligent monitoring of industrial procedures. This reflects a modern Industry 4.0-oriented production philosophy, where automation, data, and process control are used to improve consistency and quality.
For freight elevators, manufacturing consistency is essential. Heavy-duty structural parts must be processed accurately. Car panels, frames, guide-related components, and control systems must be assembled and tested with discipline. Automated production equipment helps reduce human error, improve repeatability, and support efficient production capacity. Intelligent detection helps identify deviations earlier in the manufacturing process, before they become installation or operation problems.
The company observes a rigorous industrial attitude and maintains strict pursuit of quality control. Its stated strategic objective is “high standard, high precision, zero defect,” and it treats quality as a fundamental priority. This approach is valuable in elevator manufacturing because product safety, reliability, and long service life depend on countless details. Welding quality, panel accuracy, electrical assembly, control cabinet workmanship, component selection, and inspection records all contribute to final performance.
The manufacturing base integrates design aesthetics, efficient operation, and green environment. This matters because advanced production is not only about machines. It is also about organized workflow, clean manufacturing environments, disciplined inspection, and continuous process improvement. When a manufacturer invests in an intelligent production base, it strengthens its ability to deliver customized solutions at scale while maintaining stable quality.
Customization Capability and Global Service Thinking
Freight elevator requirements vary greatly from one project to another. A factory may need a high-load elevator for raw materials. A warehouse may need fast loading for palletized goods. A hotel may need quiet service elevator performance for back-of-house logistics. A hospital may need reliable transport for supplies and equipment. A commercial building may need secure access control and flexible door timing. Because markets, applications, and customers differ, customization capability is essential.
The company’s philosophy emphasizes providing customized solutions, whether for a single product or complete equipment sets. For customer inquiries, technical feedback, new product requirements, and orders, the company aims to communicate professionally and respond in time. This is especially important in international projects, where building codes, technical standards, language requirements, cargo dimensions, shaft conditions, and electrical configurations can vary.
The company also provides service in multiple languages, including Russian, Spanish, English, and Arabic. This global communication ability helps overseas customers discuss product selection, technical parameters, installation requirements, maintenance needs, and after-sales support more clearly. Successful elevator projects require coordination between manufacturer, contractor, architect, consultant, installer, and building owner. Clear technical communication reduces misunderstandings and improves project efficiency.
The company has cooperated with clients from nearly 60 countries over many years. Such international experience supports better understanding of diverse market needs. In freight elevator projects, overseas experience is valuable because logistics buildings, safety expectations, maintenance practices, and regulatory environments can differ widely. A manufacturer with international exposure is better prepared to help customers select practical configurations.
Quality Control from Design to Delivery
Elevator quality begins at the design stage. For a machine room less freight elevator, designers must balance space efficiency, load capacity, structural strength, drive system performance, installation convenience, safety compliance, and maintenance access. A compact design cannot compromise serviceability or safety. Therefore, engineering precision is required from the earliest design decisions.
During material selection, high-intensity materials are used for structural components such as the car bottom and reinforced car elements. Thickened steel board improves load sustainability. Rust-resistant treatment helps prolong service life. Mechanical processing must be precise so that components fit correctly and operate smoothly after installation.
In production, automated and intelligent equipment supports stable fabrication. Panel production, component processing, and assembly are guided by process standards. Intelligent detection and monitoring help ensure that deviations are identified and corrected. This process discipline is especially important for freight elevators because the equipment must withstand repeated heavy use.
Before delivery, elevator systems and components must meet inspection standards. Safety components, control functions, door systems, braking systems, and drive systems require careful verification. Self-diagnosis functions and monitoring capabilities also support later operation and maintenance. A rigorous detection system for the whole production process helps guarantee final quality and strengthens customer confidence.
After installation, maintenance remains essential. Like other transportation equipment, elevators require regular maintenance to ensure safety and performance. The company provides unified service standards and maintenance processes, with comprehensive inspection standards. This approach supports stable long-term operation and helps building owners manage equipment responsibly.
Service Experience: Unified, Exclusive, Intelligent, and Full-Time
The service concept behind the elevator is described through four ideas: unified, exclusive, intelligent, and full-time. Unified service means global service standards and maintenance processes are applied consistently. This is important for international customers who want predictable maintenance quality and support procedures.
Exclusive service means customer data files are managed one to one, and exclusive maintenance plans can be formulated. Freight elevator usage differs by building, so maintenance plans should consider load frequency, cargo type, environment, door usage, operating hours, and local service conditions. A tailored maintenance plan helps prevent problems and supports longer equipment life.
Intelligent service refers to the use of remote monitoring systems to observe elevator operation. Remote monitoring helps bring safety information under control and can improve fault awareness. When abnormal information is detected earlier, service teams can respond more efficiently. For building owners, this supports better risk management and less unexpected downtime.
Full-time service means a 24-hour service team is available to respond to customer demands. Freight elevators often support essential operations. If a cargo elevator stops in a warehouse, factory, hospital, or hotel, workflow can be interrupted quickly. Responsive service is therefore a major part of product value.
Energy Saving and Environmental Value
Energy efficiency has become a major factor in elevator selection. Freight elevators can consume significant power, especially in facilities with frequent movement of heavy goods. The gearless synchronous hoister reduces energy loss compared with traditional geared systems. VVVF control helps optimize motor operation, reducing unnecessary power consumption during acceleration and deceleration.
The product information highlights energy savings of approximately 25% and energy consumption reduction of approximately 35%, with construction area savings of approximately 10%. Actual performance depends on load conditions, traffic frequency, building design, configuration, and maintenance quality, but the technology direction is clear: compact gearless machine room less freight elevators are more aligned with modern energy-conscious building design than older traditional systems.
Energy saving is not only about electricity bills. Lower energy consumption reduces operating cost and supports sustainability goals. Reduced vibration and smoother operation also help lower mechanical stress, which can reduce component replacement frequency over time. Longer service life and fewer unnecessary replacements contribute to more sustainable equipment management.
The manufacturing base also emphasizes green environment and efficient operation. A modern intelligent factory with data-supported production and detection can reduce waste and improve resource use. When product design and manufacturing philosophy both consider efficiency, the result is a more competitive solution for customers who value long-term environmental and economic performance.

Ideal Application Scenarios
This machine room less freight elevator is suitable for a broad range of cargo transportation environments. In industrial plants, it can transport raw materials, parts, tools, and finished goods between production levels. Its strong load capacity and durable car structure are valuable where goods are heavy or frequent movement is required.
In logistics and warehousing facilities, it can support pallet movement, packaged product flow, inventory handling, and vertical storage operations. Wide door openings and accurate leveling help reduce loading time. When goods move efficiently between floors, the entire logistics process becomes smoother.
In commercial buildings, shopping centers, and retail complexes, the elevator can serve back-of-house logistics, stock replenishment, maintenance movement, and equipment transfer. The machine room less structure is especially useful in commercial projects where usable area is valuable and construction design must be efficient.
In hotels and service buildings, the elevator can transport linen carts, housekeeping supplies, food service equipment, and maintenance materials. Smooth, low-noise operation is beneficial because service movement often occurs near guest or public areas. Reliable door control and safety functions also support daily service work.
In hospitals and healthcare buildings, freight-style service elevators may be used for supplies, equipment, cleaning materials, and facility logistics. Safety, reliability, and accurate leveling are especially important in these environments, where uninterrupted operation supports institutional efficiency.
In renovation projects, the compact machine room less design is often a decisive advantage. Existing buildings may not have sufficient space for a traditional machine room. A slim control cabinet and optimized structure can make elevator modernization more feasible, helping older buildings improve logistics performance without excessive construction changes.
Why It Stands Out in the Market
The machine room less freight elevator stands out because it combines several competitive advantages that are often separated in lower-level products. It has a space-saving machine room less layout, yet it is engineered for freight-duty strength. It uses a gearless synchronous hoister, yet it focuses on practical cargo needs such as wide door opening, reinforced car bottom, and precise leveling. It offers intelligent control functions, yet it maintains the safety fundamentals required for heavy-duty operation.
Compared with competitors that may focus mainly on low price, this elevator emphasizes total value. Lower purchase price does not always mean lower lifetime cost. If a freight elevator consumes more energy, needs more maintenance, wastes building space, causes frequent loading delays, or lacks reliable service support, the long-term cost can be higher. A well-designed machine room less freight elevator can improve total ownership value by reducing construction demands, improving energy efficiency, supporting durable operation, and maintaining higher workflow reliability.
Compared with traditional machine room freight elevators, the product provides modern architectural flexibility. Compared with basic cargo lifts, it provides more comprehensive elevator-grade safety and control functions. Compared with ordinary freight elevators using older drive systems, it provides gearless efficiency, smoother operation, and reduced vibration. Compared with suppliers lacking systematic service, it is backed by unified maintenance processes, remote monitoring capability, and international communication support.
Another important differentiator is manufacturing discipline. Elevator users may see the car, doors, buttons, and movement quality, but the real reliability is built in the factory. Intelligent production, automated equipment, strict inspection, high-precision processing, and a zero-defect quality philosophy create a stronger foundation for long-term performance. When combined with global market experience and customized solution capability, the product becomes not just an elevator but a complete vertical cargo transportation system.
Purchasing Considerations for Project Owners
When selecting a machine room less freight elevator, project owners should evaluate more than rated capacity. They should consider hoistway dimensions, car size, door opening width, lifting height, speed, usage frequency, cargo type, control requirements, safety functions, power conditions, installation environment, and maintenance access. The right configuration depends on actual workflow.
For example, a warehouse moving palletized goods should prioritize car dimensions, door width, leveling accuracy, and door durability. A factory moving heavy parts should focus on load capacity, car frame strength, floor protection, and operating stability. A commercial service elevator should emphasize noise control, smooth operation, safety, access management, and service reliability. A renovation project should pay special attention to available shaft space and machine room less equipment layout.
It is also important to discuss optional functions such as IC card control, duplex control, double door control, second car operation panel, voice announcement, traffic dispatch, traction machine monitoring, and emergency leveling. These features may not be necessary for every project, but they can be very useful in certain applications. A good supplier should help customers choose appropriate options rather than simply adding unnecessary features.
Maintenance planning should be part of the purchase decision. A freight elevator is a long-term asset, and its reliability depends on regular inspection and service. Customers should ask about maintenance standards, spare parts support, remote monitoring capability, service response procedures, and documentation. A manufacturer with unified service standards and a 24-hour response concept provides additional confidence.
Q&A Section
What is a machine room less freight elevator?
A machine room less freight elevator is a cargo elevator designed without a traditional separate elevator machine room. Key equipment is arranged in a more compact way, often supported by a gearless synchronous hoister and a slim control cabinet. This design saves building space, reduces construction complexity, and supports modern architectural planning.
What are the main advantages of this freight elevator?
The main advantages include compact structure, reduced construction area, gearless synchronous drive, energy-saving operation, low vibration, smooth VVVF control, strong load sustainability, accurate leveling, wide door opening, reinforced car structure, comprehensive safety functions, and intelligent service support.
How does it reduce construction cost?
Because it does not require a conventional machine room, the building can reduce reserved technical space and simplify structural planning. The slim control cabinet and optimized equipment layout help save space. In many projects, less machine room construction means lower civil construction cost and more usable building area.
Why is a gearless synchronous hoister important?
A gearless synchronous hoister reduces mechanical transmission loss, lowers vibration, improves efficiency, and helps extend component service life. For freight elevators carrying heavy loads, this contributes to stable operation, smoother movement, and better long-term durability.
What load capacity can the elevator support?
The product information indicates that rated load capacity can be increased from 1600 kg to 3000 kg, helping meet many cargo handling requirements. The exact configuration should be selected according to project needs, cargo type, car size, and usage conditions.
How does precise leveling help cargo transportation?
Precise leveling ensures that the elevator car floor aligns closely with the landing floor, even under large loads. This makes it easier and safer to move carts, pallets, trolleys, and wheeled cargo in and out of the elevator, reducing handling difficulty and improving workflow efficiency.
What safety functions are included?
The elevator includes multiple safety functions such as overload stop, light curtain protection, speed protection, terminal forced slow-down protection, overrun and final limit protection, safety stop, inspection operation, emergency lighting, fire emergency return, safety circuit protection, door interlock protection, main contactor protection, and brake detection protection.
Is the elevator suitable for renovation projects?
Yes. The machine room less design is especially useful for renovation projects where space is limited or where adding a traditional machine room would be difficult. However, the final feasibility depends on hoistway conditions, structural limitations, installation requirements, and local code compliance.
How does the manufacturer support quality?
The manufacturer uses professional production lines, automatic panel production equipment, intelligent processing, intelligent production, intelligent detection, and intelligent monitoring. Its quality approach emphasizes high standards, high precision, zero defect, rigorous inspection, and strict process control.
What service support is available?
The service concept includes unified global service standards, customer-specific maintenance plans, intelligent remote monitoring, and a 24-hour service response team. Regular maintenance is recommended to ensure elevator safety, performance, and long-term reliability.
Conclusion
The machine room less freight elevator represents a modern approach to vertical cargo transportation. It answers the key needs of today’s buildings: saving space, reducing construction demands, improving energy efficiency, ensuring safe operation, supporting heavy loads, and maintaining smooth cargo handling. Its compact structure, gearless synchronous hoister, slim control cabinet, VVVF control, reinforced car design, precise leveling, wide door opening, and comprehensive safety functions make it a strong alternative to traditional freight elevator solutions.
Its competitive value is strengthened by the manufacturing capability of Tenau Elevator (China) Co., Ltd. The company’s intelligent production base, automated equipment, rigorous inspection system, international market experience, multilingual service capability, and quality-driven philosophy provide a strong foundation for reliable products. In a market where freight elevators must serve diverse industries and operate under demanding conditions, these manufacturing and service strengths matter greatly.
For project owners, developers, contractors, facility managers, and industrial users, this elevator is not merely a lifting device. It is a long-term logistics asset. By improving cargo movement, reducing space requirements, supporting safe handling, and lowering operational waste, it can contribute to better building performance and stronger operational efficiency. In modern vertical transportation, the machine room less freight elevator is a practical, durable, and future-oriented choice.
References
1. Elevator Manufacturing and Installation Safety Standards, technical guidance on elevator safety components, installation procedures, and inspection requirements.
2. Vertical Transportation Design Handbook, reference material on elevator planning, freight elevator application, hoistway design, and building integration.
3. Variable Voltage Variable Frequency Drive Systems in Elevator Applications, technical reference on motor control, energy efficiency, and smooth operation.
4. Gearless Traction Technology for Modern Elevators, engineering reference on synchronous hoisters, braking performance, vibration reduction, and service life.
5. Industrial Elevator Maintenance and Safety Management Guide, reference material on preventive maintenance, inspection cycles, emergency response, and operational reliability.